在现代化工厂中,除厂级PLC系统外,还存在很多独立的子系统。比如,各个生产车间的PLC系统、或同一生产车间的不同生产流程的PLC系统。对一个大型工厂,由于生产线的不断改造、新老流程的不断更新,这些PLC系统往往是由不同的制造商提供的。那么在智慧工厂的实现中,常会遇到不同品牌PLC之间需要进行相互通讯的情况。
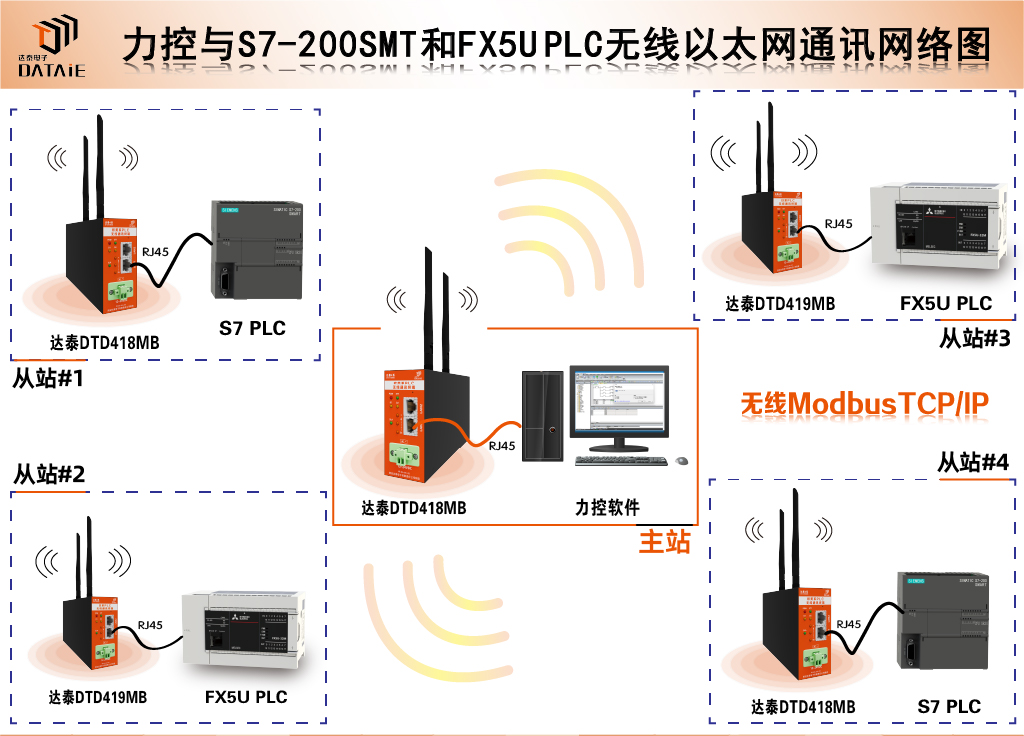
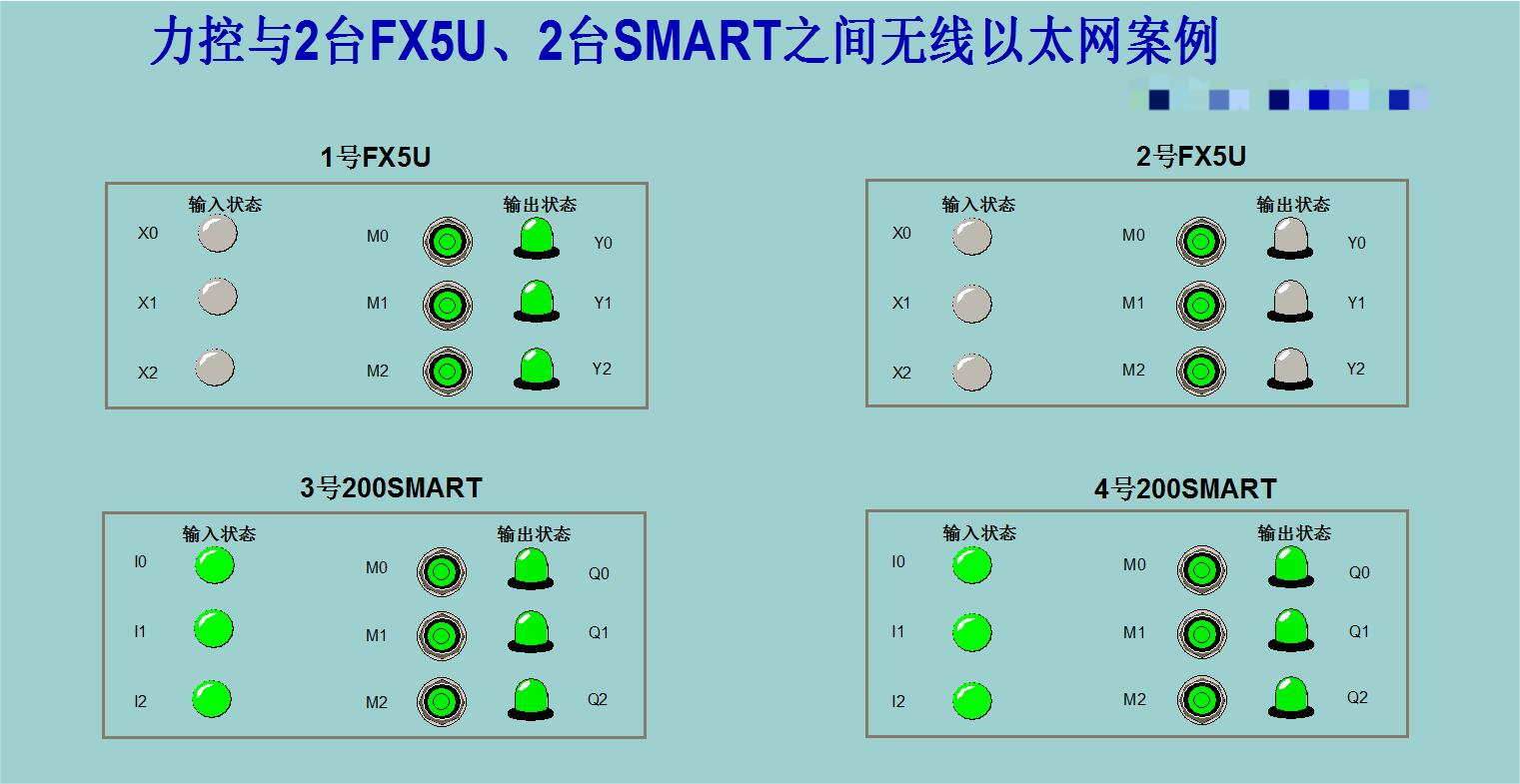
本方案以力控软件、2台西门子S7-200SMARTplc和2台三菱FX5Uplc为例,介绍力控与多台且不同品牌PLC的ModbusTCP/IP协议无线以太网通信实现过程。在本方案中采用了达泰PLC无线通讯终端——DTD418MB和DTD419MB,作为实现无线通讯的硬件设备。
一、方案概述本方案中,用户无需更改网络参数和原有程序,也不必了解协议细节,通过达泰PLC无线通讯终端,即可直接替换力控与PLC之间有线以太网通讯,且稳定方便的实现PLC无线以太网通讯。
l西门子PLC型号:S7-200Smart×2台
l三菱PLC型号:FX5U×2台
l上位机:力控×1台
l达泰欧美系PLC无线通讯终端(网口版)——DTD418MB×3块
l达泰日系PLC无线通讯终端(网口版)——DTD419MB×2块
l主从关系:1主4从
l通讯接口:RJ45接口
l供电:12-24VDC
l通讯协议:ModbusTCP/IP协议
l传输距离:100米,1KM
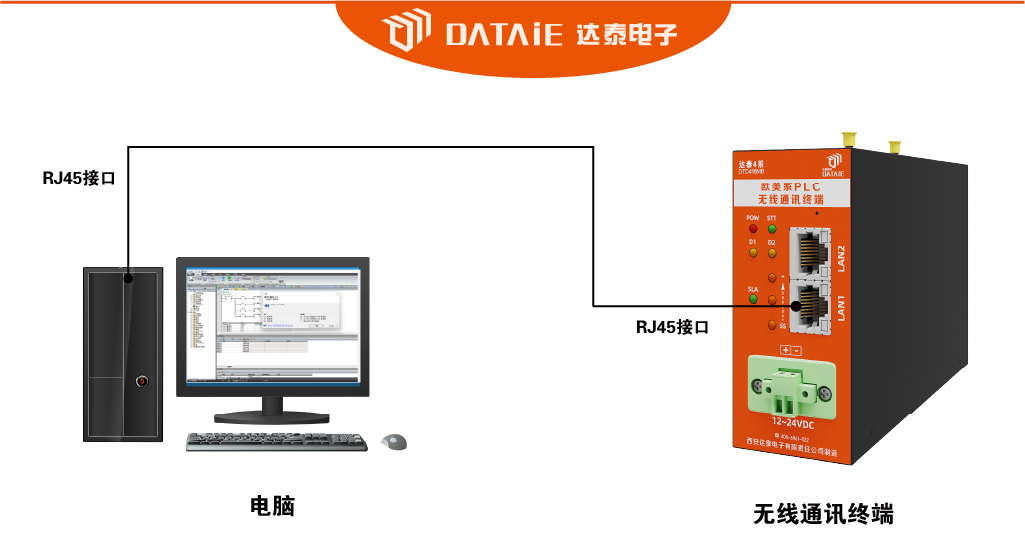
三、接线方式1.上位机与DTD418MB接线
用一根通讯线,一端接入DTD418M的RJ45接口,另一端接入上位机的RJ45接口。
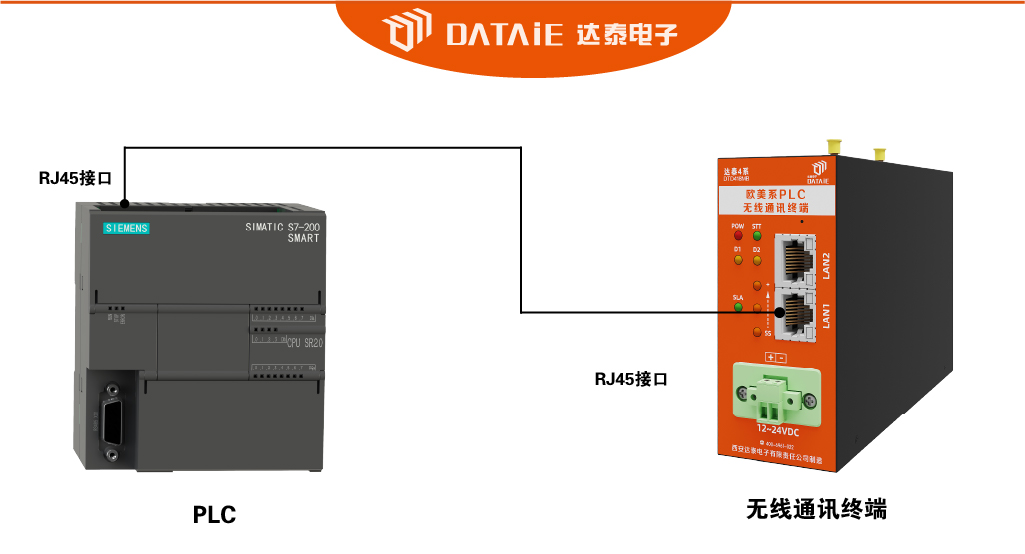
2.PLC与DTD418MB接线
用一根通讯线,一端接入DTD418M的RJ45接口,另一端接入S7-200SMART的RJ45接口。
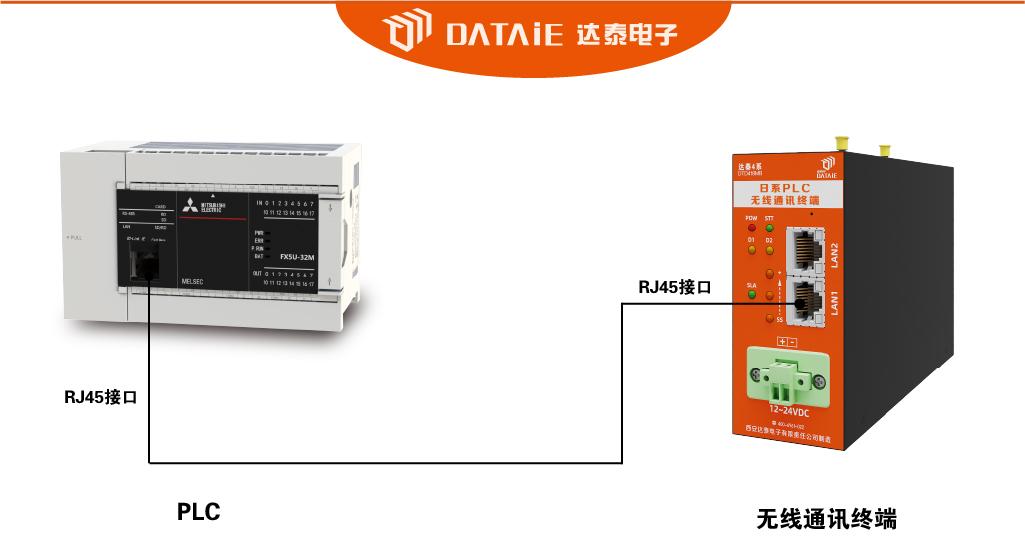
3.三菱FX5U与达泰DTD419MB接线
用一根通讯线,一端接入DTD419MB的RJ45接口,另一端接入FX5u的RJ45接口。
1.打开相关文件夹
把该例程拷贝到力控软件工程目录下。
如下图目录所示路径,搜索项目,启动开发

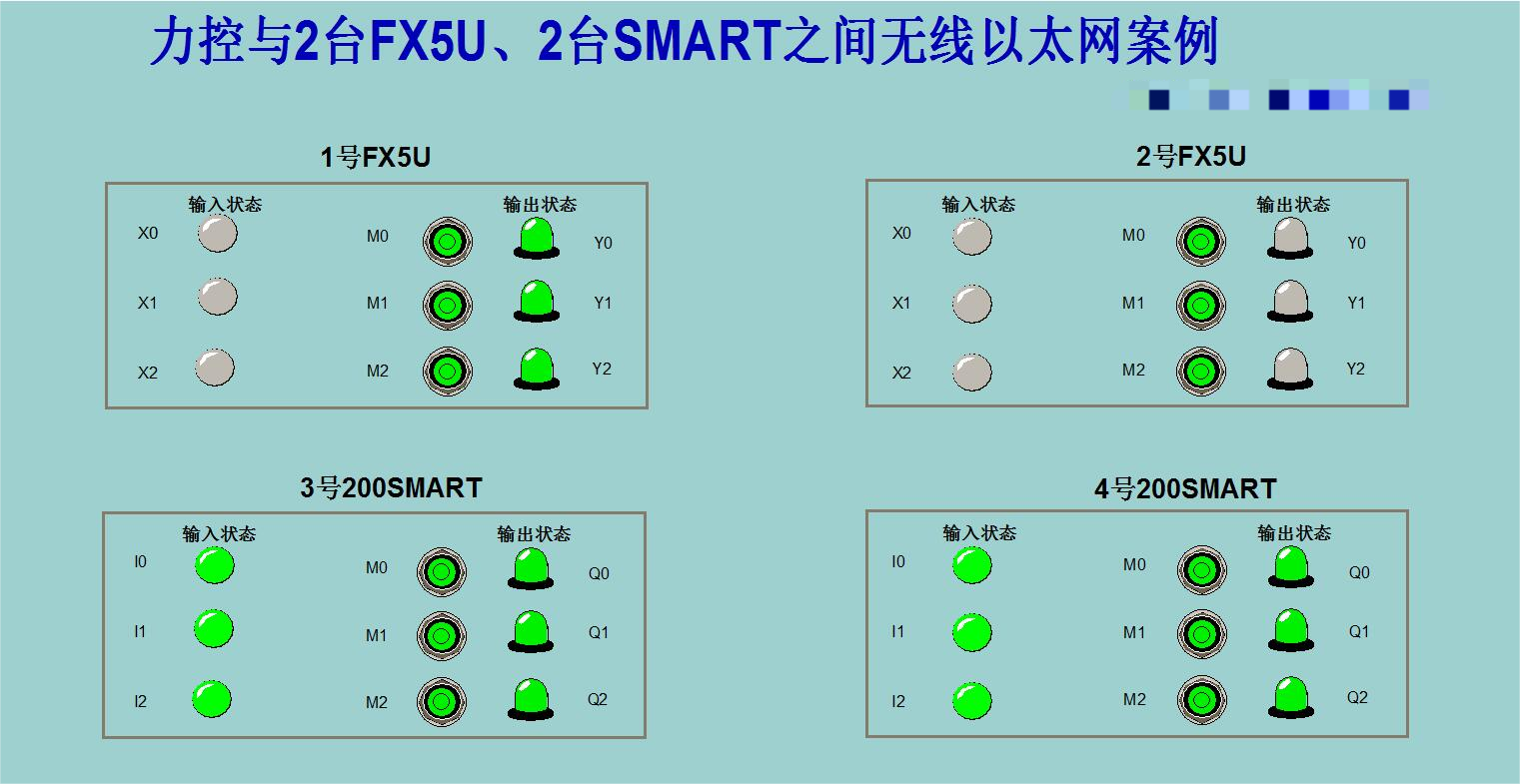
2.组态测试界面
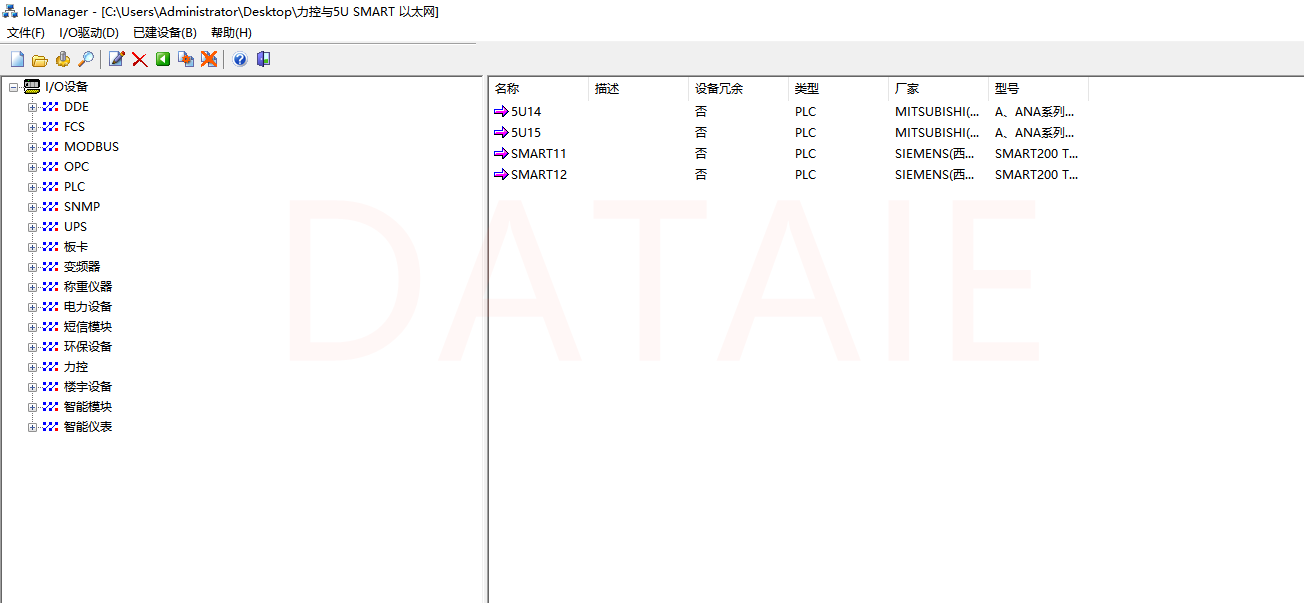
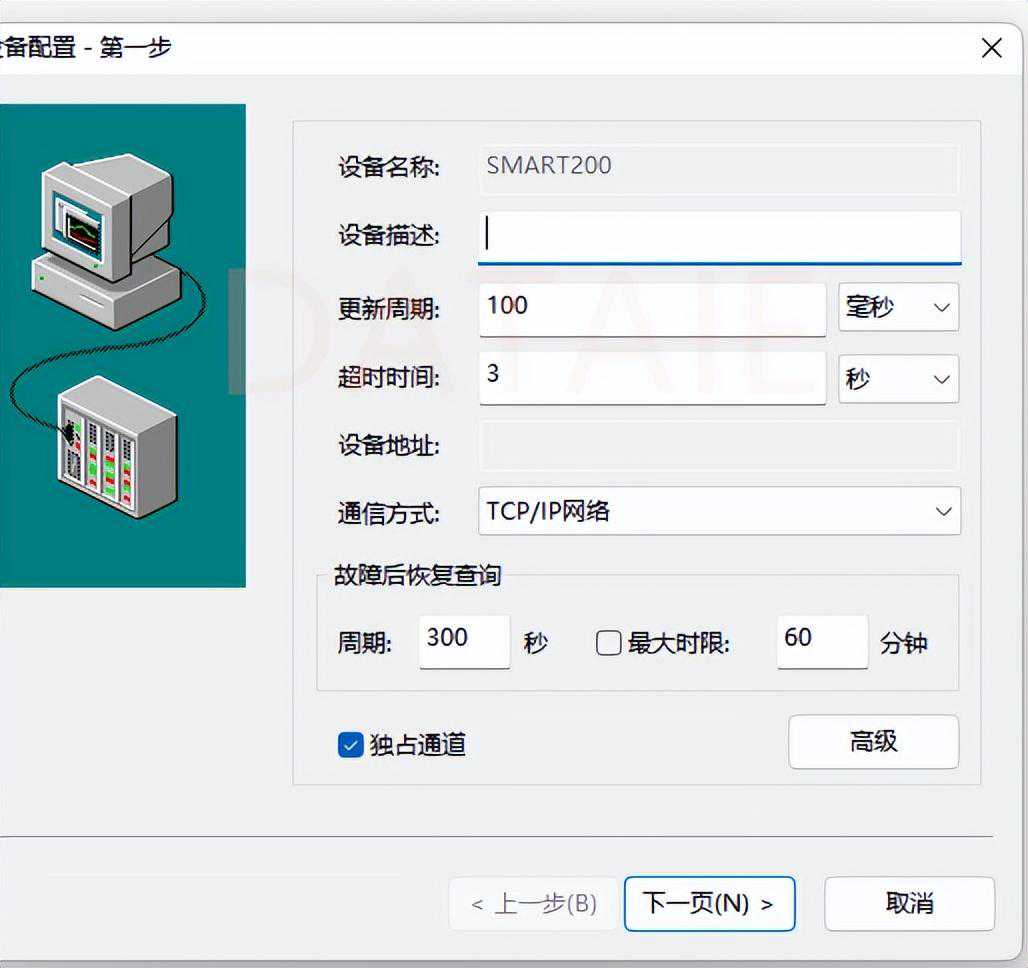
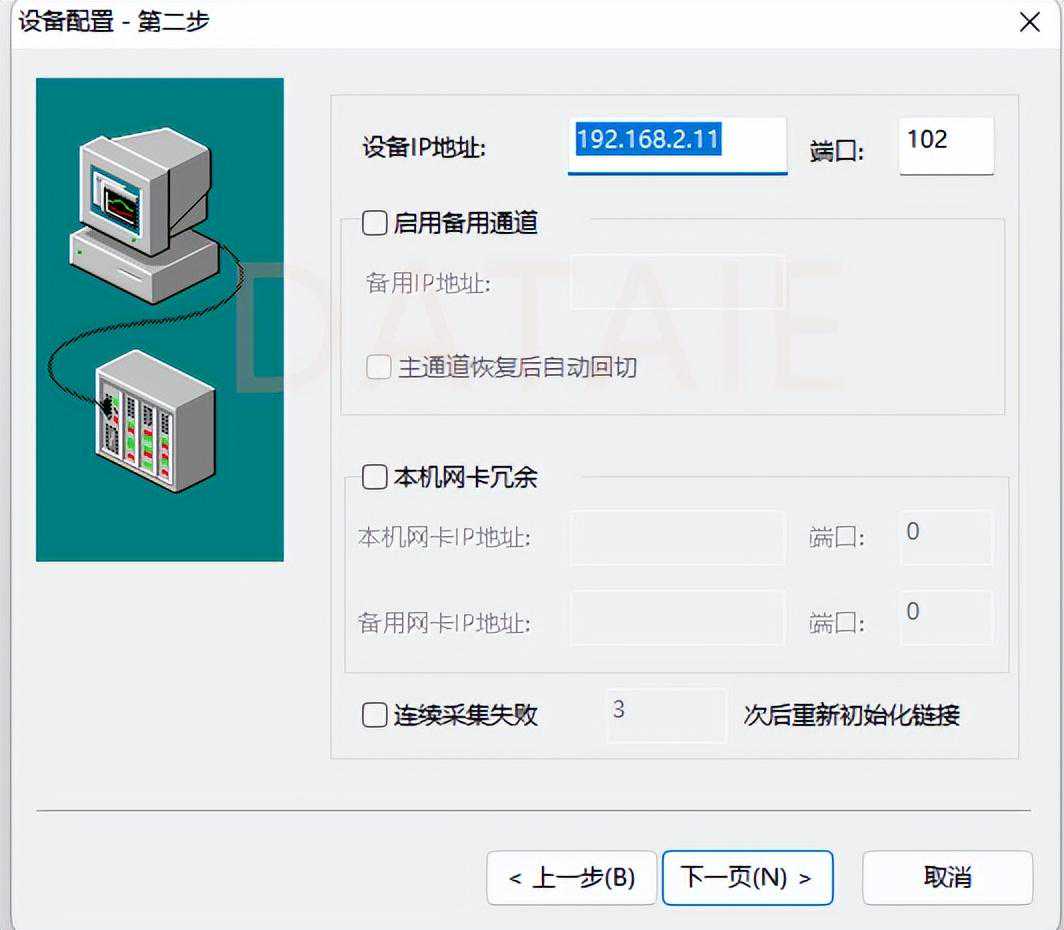
3.西门子PLCIO设备组态
选择S7-200TCP协议。设备配置按如下步骤进行。
4.数据库组态
分别为两台200SMART进行变量组态

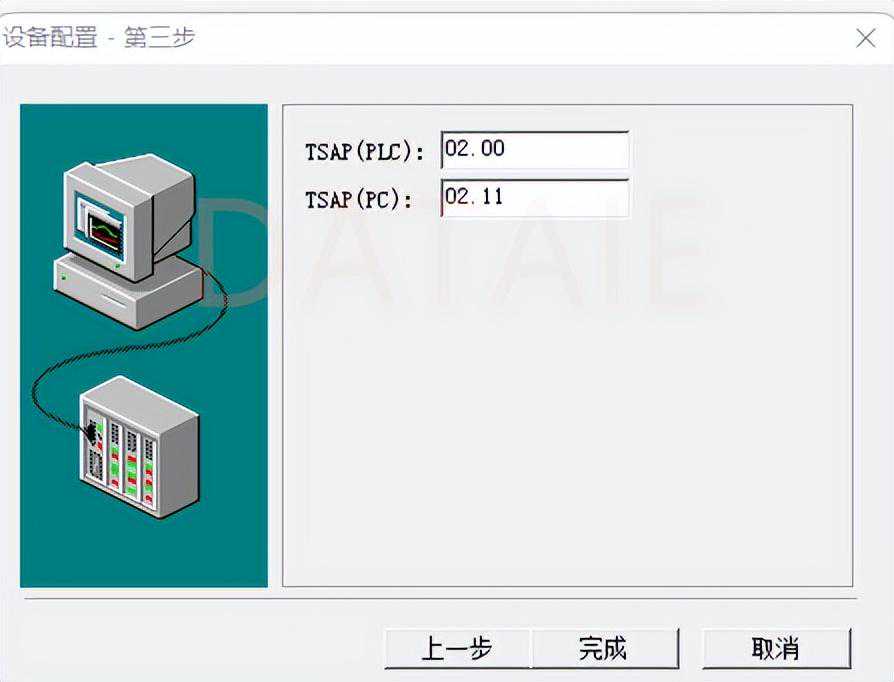
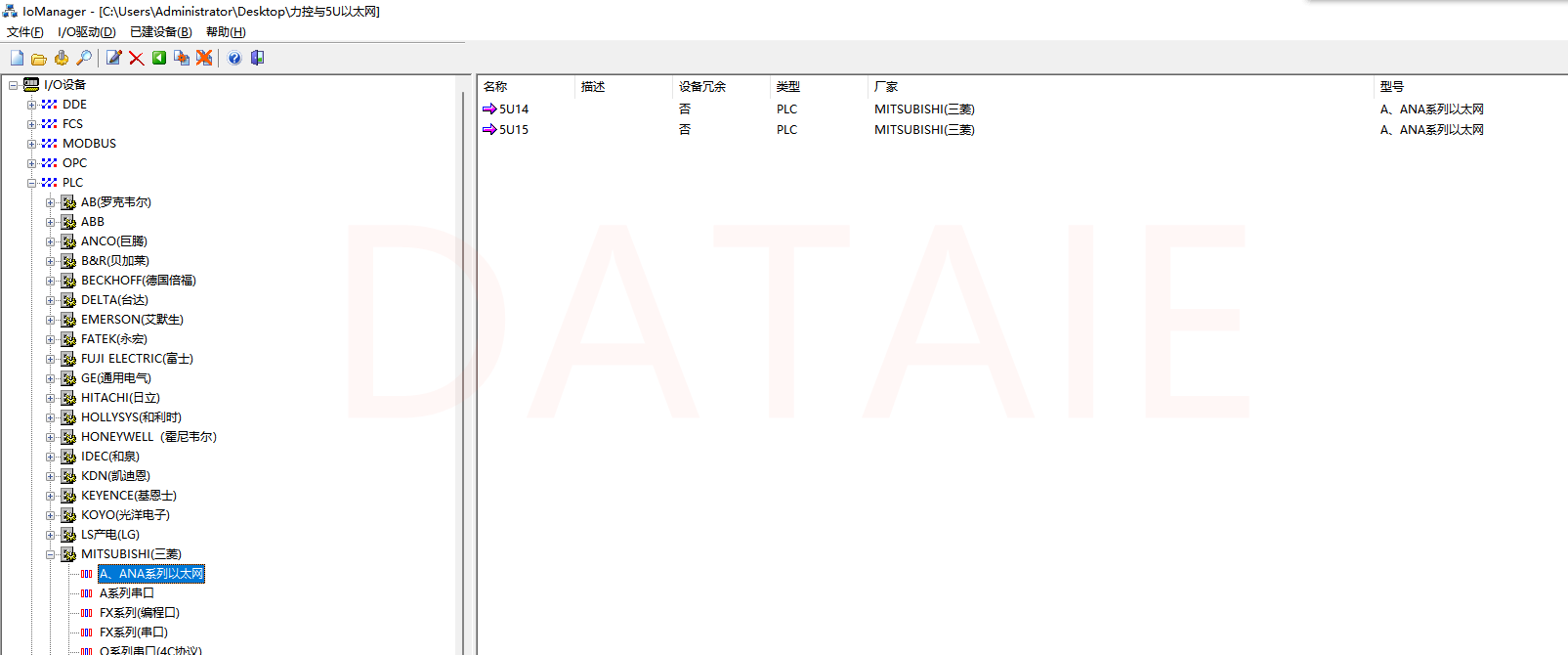
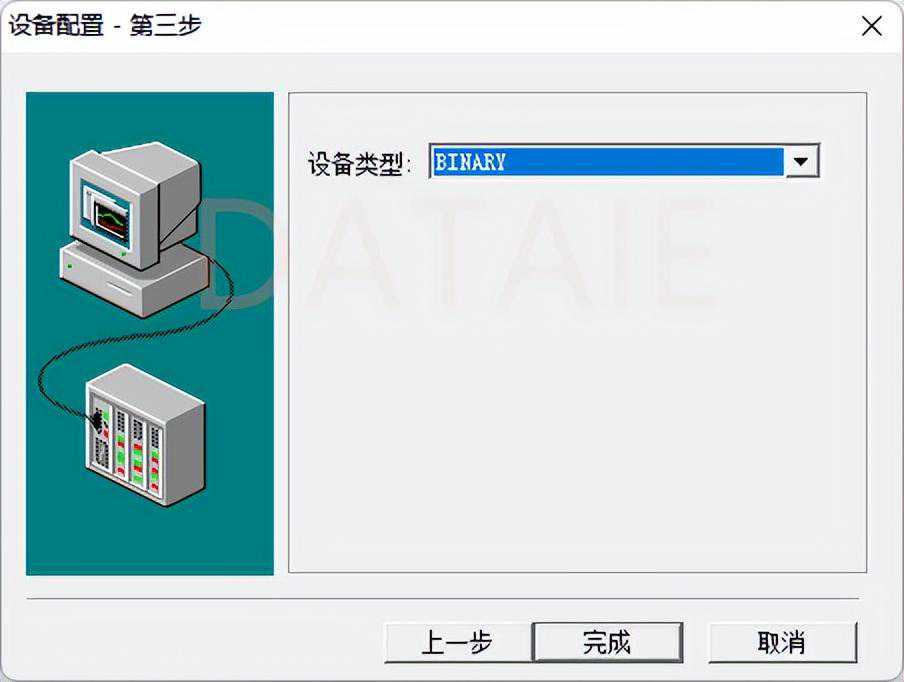
5.三菱PLCIO设备组态
选择“A、ANA系列以太网”,设备配置按如下步骤进行。


6.数据库组态
分别为两台FX5U进行变量组态
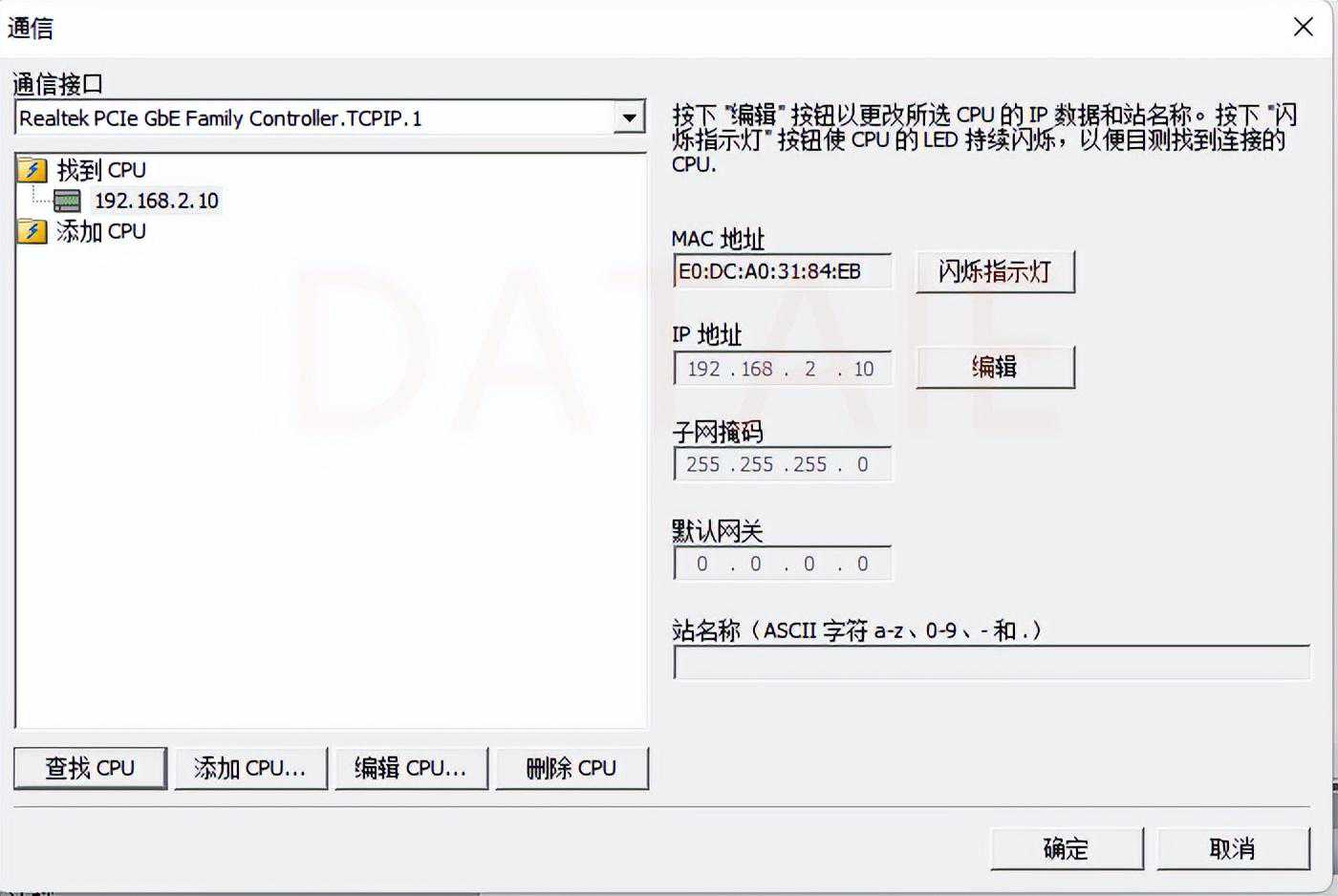
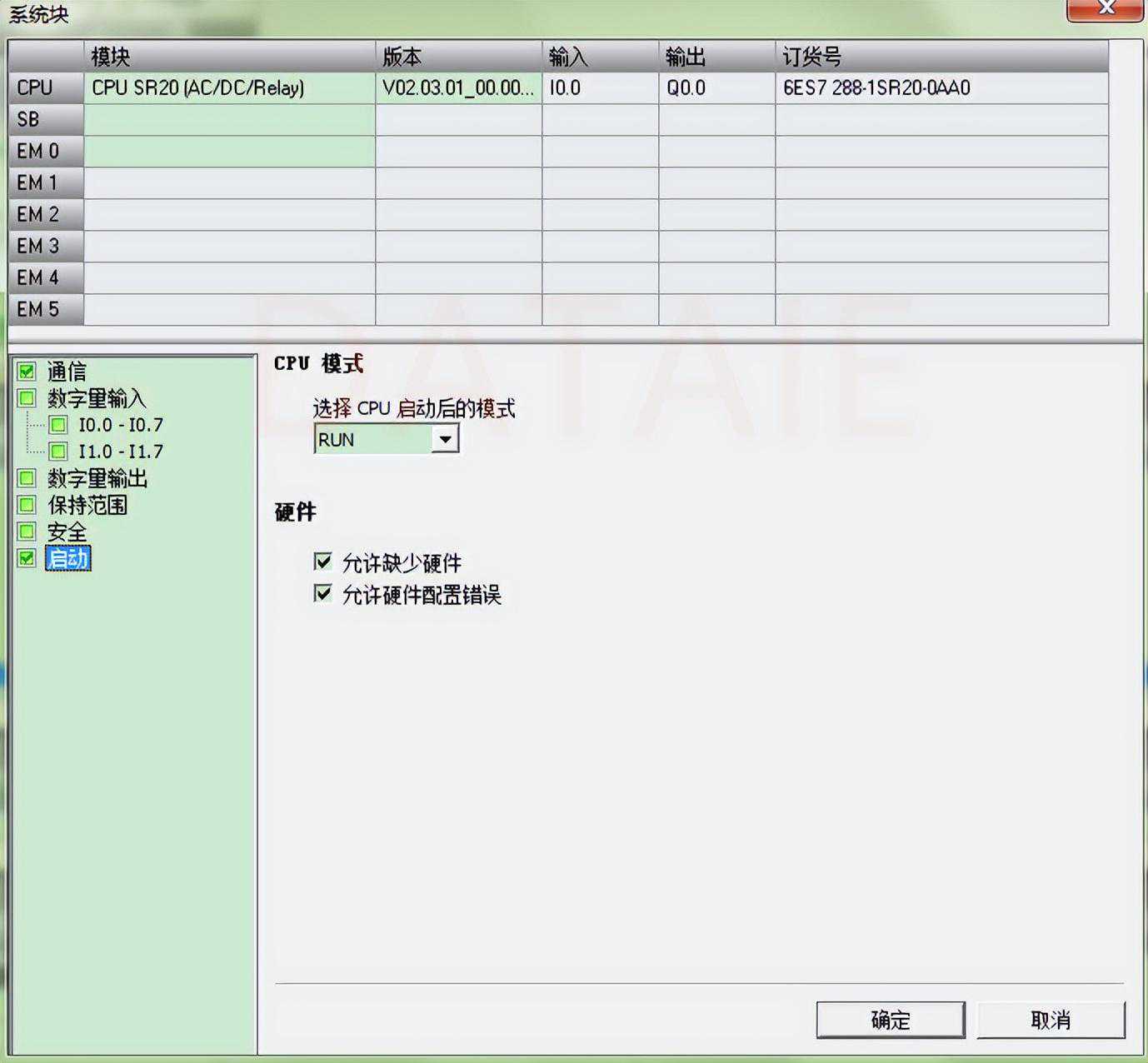
1.IP地址的更改
2.CPU模式选择:RUN
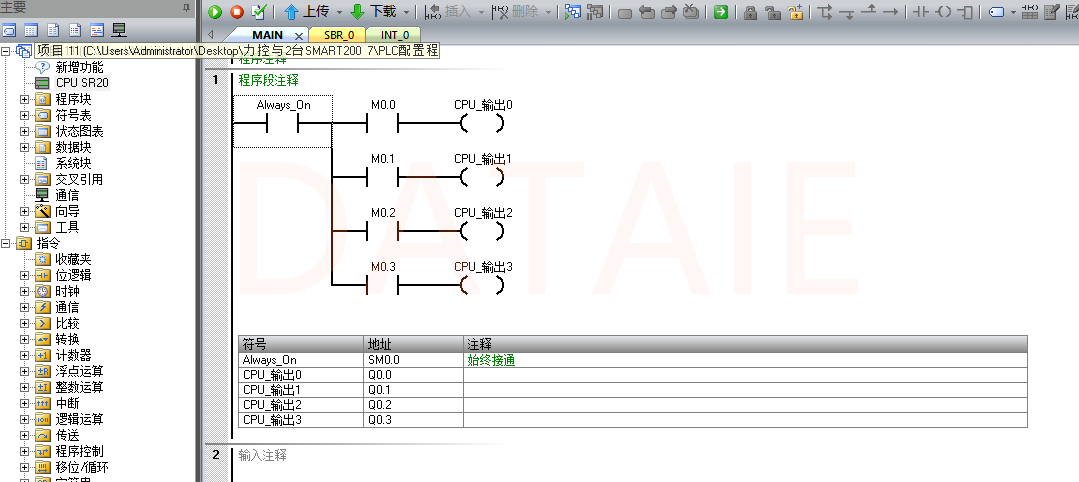
3.200SMART的程序
1.新建工程,并如下图所示
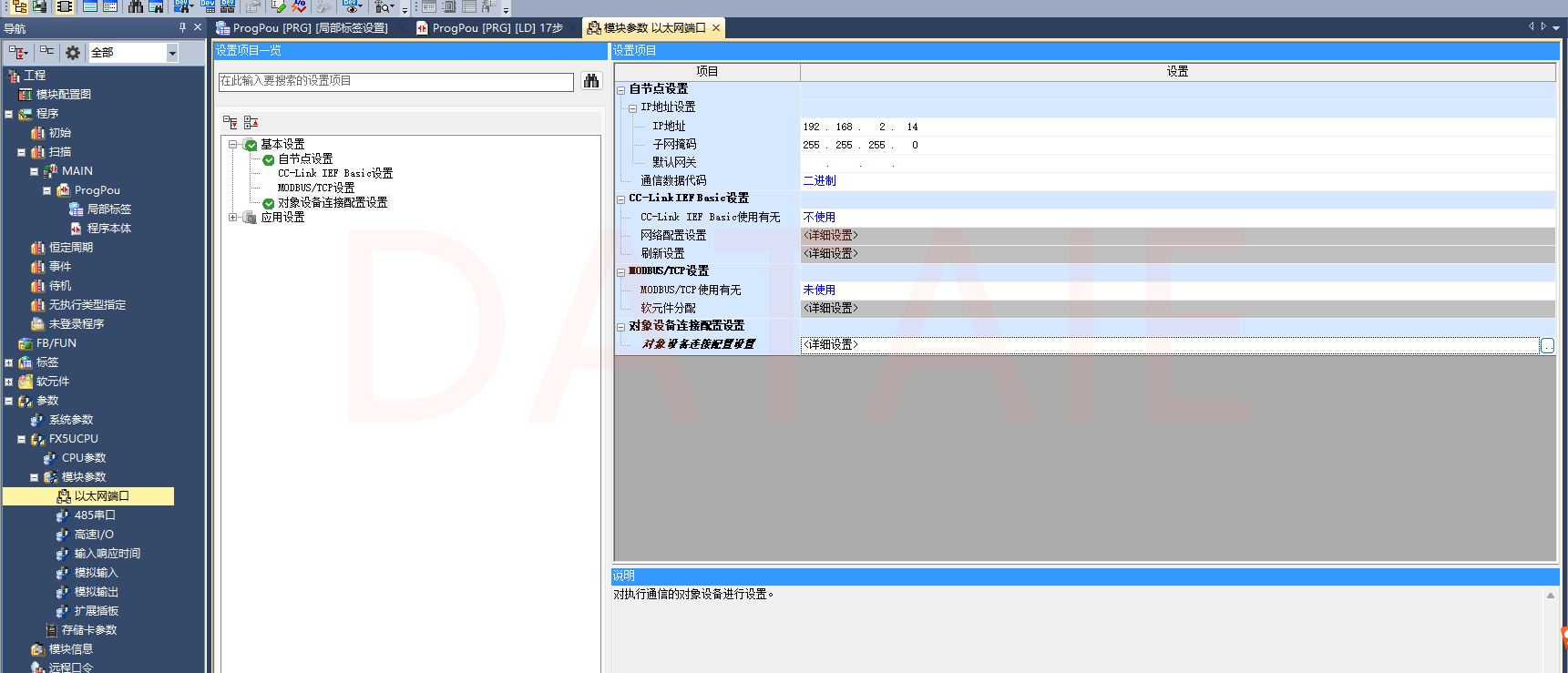
2.选择SLMP连接设备左键拖动到下面
设置协议端口号。要和触摸屏一致。

3.简单程序的编写
用M点驱动相应的Y点输出

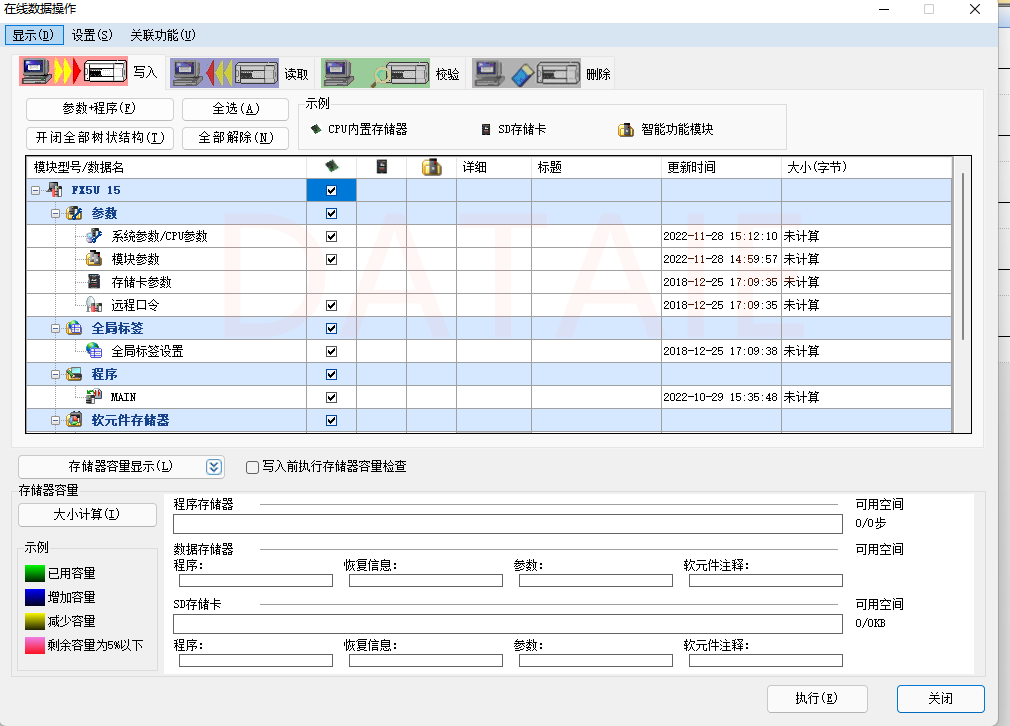
4.下载程序到CPU
2台PLC的IP分别设置192.168.2.14和192.168.2.15。将程序下载到PLC
1、由200SMART的和的输入开关可以确认通信是否正常。
3、由FX5U的X0和X1的输入开关可以确认通信是否正常。
测试结果详见文件夹



