伺服电机要想实现定位控制必须要有发送脉冲的装置,上位装置发送多少脉冲伺服就走多少距离,发送脉冲的频率就决定这伺服电机运动的速度;发送一个脉冲伺服带动的负载行走多长距离就是定位精度。
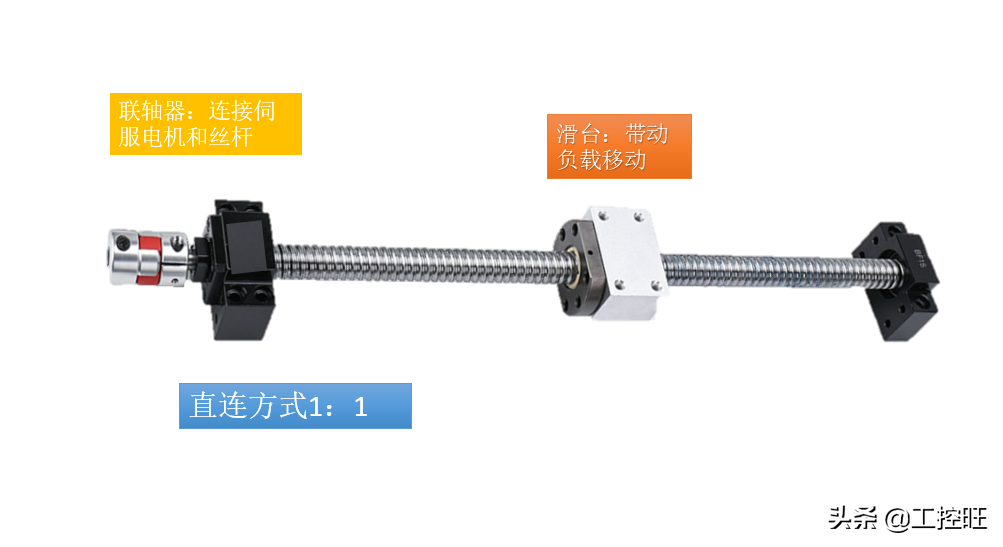
图1:丝杆
第一步:选择PLC和伺服1、本例主要采用三菱的FXPLC作为脉冲发生器,通过发送脉冲控制伺服运转,实现伺服的精确定位。案例中PLC的选择一定要是要有高速脉冲输出功能,选择的PLC型号为FX3G-32MT,如下图所示;

图2:FX3G-32MT
2、伺服驱动器选择三菱的接线式的伺服,三菱伺服驱动分为接线式的和光纤式的,接线式的安装起来比较麻烦点,但是可以熟悉伺服控制的大概流程;光纤式的只需要出入2芯的光纤总线就可以直接进行伺服的控制,较为简单,但是成本较贵;本例中伺服驱动主要选择MR-JE-10A的驱动器,具体如下图所示,伺服电机按照样本手册选择对应的即可;

图3:MR-JE-10A
第二步:将PLC和伺服进行连线PLC的电源信线需要接好,伺服驱动的电源线需要接,伺服驱动和伺服电机的线缆插好,主要麻烦一点的接线是伺服的CN1端子的接线,如果购买的有相应的端子台会好一点,如果没有的话就需要查找手册找到CN1的引脚说明了,然后自己焊接插脚,具体的接线可以按照下表进行:
伺服CN1针脚名称
伺服CN1针脚号
PLC端子
注释
PP
10
Y0
脉冲
CR
41
Y2
脉冲清除
RES
19
Y3
复位
NP
35
Y4
脉冲方向
SON
15
Y5
伺服使能
ALM
48
X4
伺服报警
DICOM
21
输入公共端接P24
DOCOM
46
输出公共端接N24
第三步:设置伺服驱动参数1、伺服运行模式PA01=1000,选择位置模式;
2、在MR2伺服调试软件中的数字输入输出功能-自动ON分配中LSP、LSN、EM1/2设为自动ON;
3、PA06电子齿轮分子=131272,为编码器的分辨率;
4、PA07电子齿轮分母=1000,为电机旋转一圈,丝杠上滑块移动100mm所需要的脉冲数,精度为10脉冲走1mm;(本例中丝杠螺距为100mm,丝杠与伺服电机通过联轴器进行连接,电机旋转一周,滑块移动100mm,定位精度为0.1mm/pulse)电子齿轮的设置是伺服在定位控制中的重点内容,不同的机械结构需要设置不同的参数;
5、PA14为控制电机旋转方向;
6、参数设置完成记得断电重启,参数方能生效;
第四步:三菱FX梯形图中伺服相关程序的写法1、伺服控制相关初始参数的设置,这个一定要设置,比如伺服基底速度,最大速度,加减速度时间,正负极限为等;可以参考如下连接:三菱PLC中伺服定位控制知识汇总
2、伺服的回零程序,一个完整的伺服控制缺少不了回零的;可以参考如下连接:三菱PLC原点回归案例3:ZRN高级使用
3、伺服的手动JOG+、JOG-;可以参考如下连接:三菱PLC中的定位指令DRVI应用案例
4、伺服的定位程序DRVI相对低位,DRVA绝对定位;可以参考如下连接:三菱PLC中定位指令DRVA的使用案例
由于我们已经知道了定位精度是10个脉冲走1mm,那么我们就可精确的控制伺服的定位位置和定位行走的速度了;当然我们也可以提高伺服的定位精度,比如100个脉冲走1mm,此时必然会牺牲了伺服运动的速度;



