S7-1200系列PLC通过PROFINET与V90PN伺服驱动器搭配进行位置控制,实现的方法主要有以下三种:
•方法一、在PLC中组态位置轴工艺对象,V90使用标准报文3,通过MC_Power、MC_MoveAbsolute等PLCOpen标准程序块进行控制,这种控制方式属于中央控制方式(位置控制在PLC中计算,驱动执行速度控制)。
•方法二、在PLC中使用FB284(SINA_POS)功能块,V90使用西门子111报文,实现相对定位、绝对定位等位置控制,这种控制方式属于分布控制方式(位置控制在驱动器中计算)。
•方法三、在PLC中使用FB38002(Easy_SINA_Pos)功能块,V90使用西门子111报文,此功能块是FB284功能块的简化版,功能比FB284少一些,但是使用更加简便。
V90PN配置要点
•对于方法一:设置控制模式为"速度控制(S)",配置通信报文为标准报文3
•对于方法二或三:设置控制模式为"基本定位器控制(EPOS)",配置通信报文为西门子报文111
参数保存后需重启驱动器才能生效。
方法一使用标准报文3和工艺对象
V90PN与PLC采用PROFINETRT通信方式并使用报文3,项目步骤如下:
1.创建项目后,添加新设备S7-1200PLC
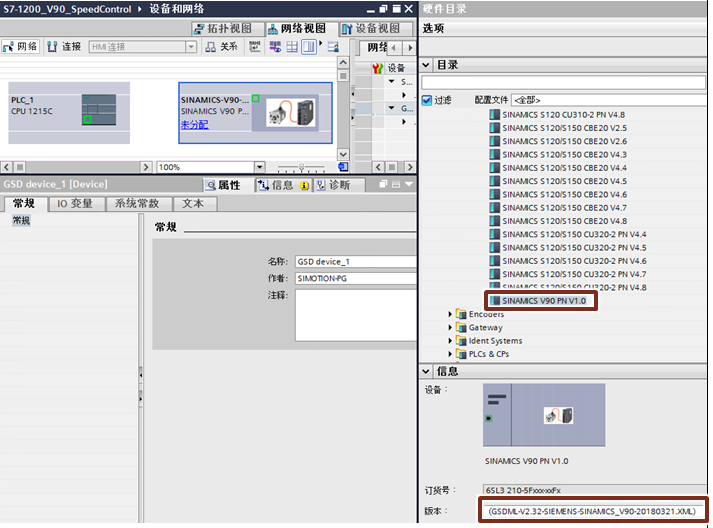
2.在网络视图中添加V90PN设备(使用GSD)
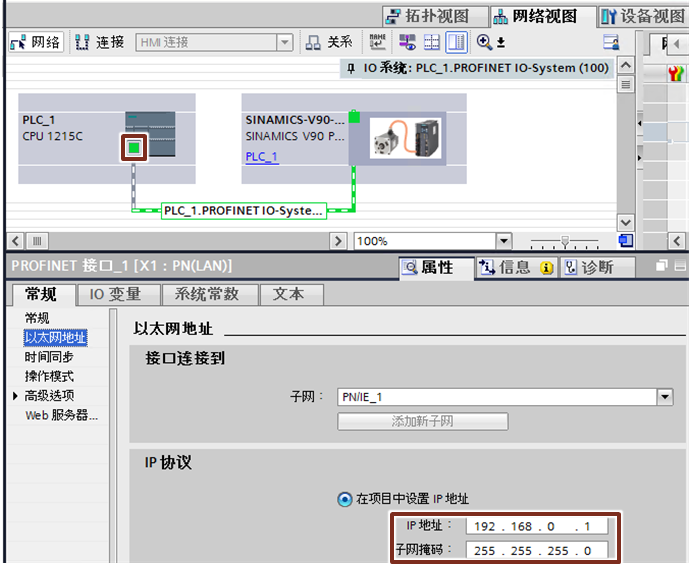
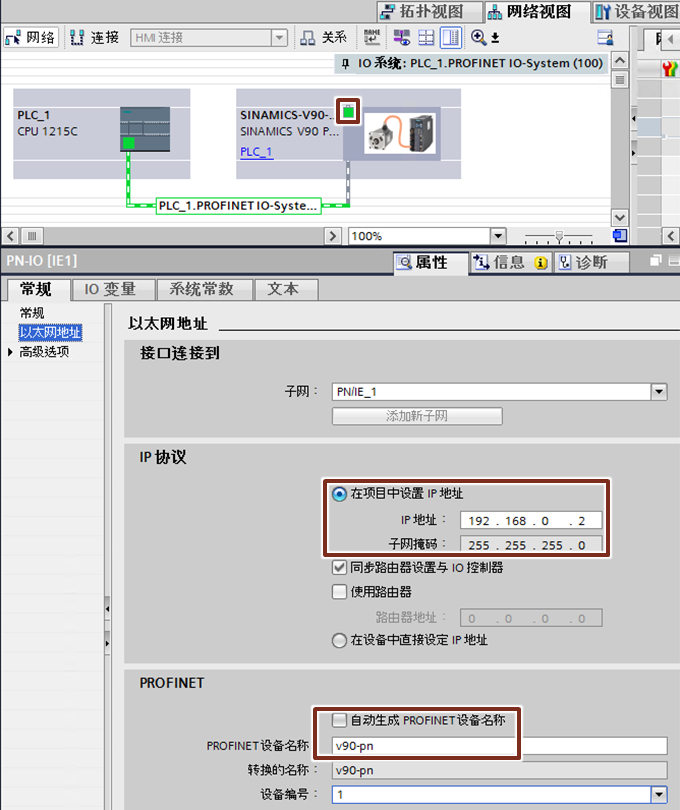
2.建立V90PN与PLC的网络连接,并分别设置S7-1200及V90PN的IP地址及设备名称:
3.在设备视图中为V90配置标准报文3
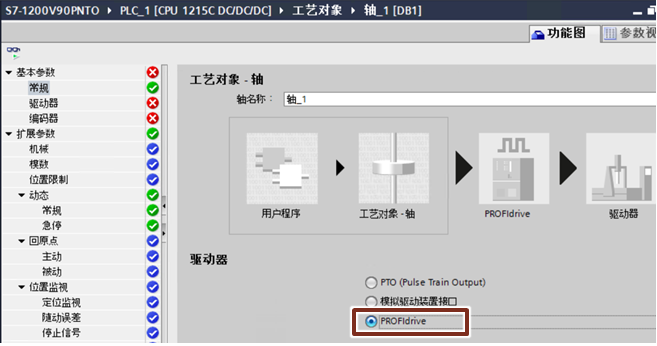
"驱动器"选择"PROFIdrive":
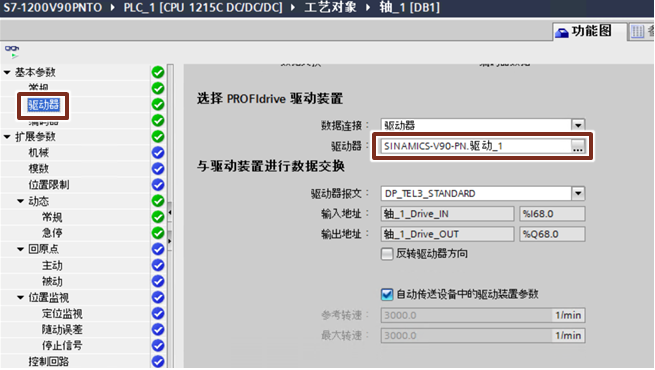
配置轴的驱动,选择连接到PROFINET总线上的V90PN:可以手动设置参考转速及最大转速,也可以选择"自动传送设备中的驱动装置参数"。
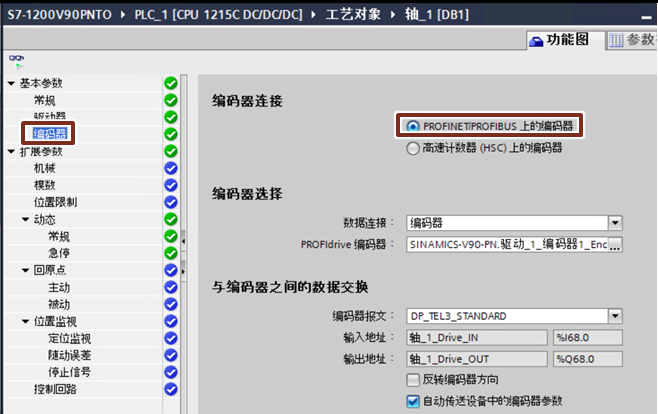
配置编码器的数据交换:
用户可以根据实际的需要选择和填写后续的信息,完成工艺对象的配置。
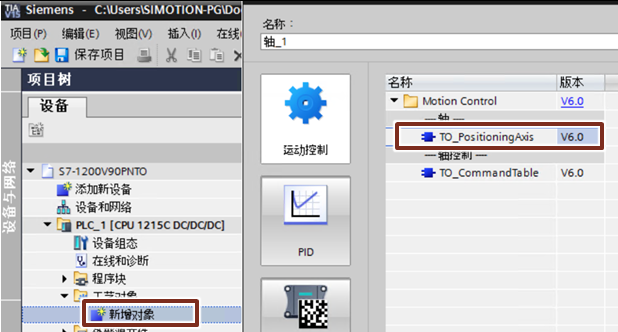
5.在OB1中使用MC_Power、MC_MoveAbsolute等PLCOpen标准程序块编写轴的位置控制程序,PLCOpen指令位于工艺指令目录下的运动控制文件夹中,命令相关说明请查看博途的帮助文件。



